- All
- Blog
- Design
- Featured on Home Page
- Fusion
- Mold & Die
- PowerMill
- PowerShape
- Prototyping
By Chase Clayton |
Autodesk Versus: How PartMaker Ranks in Swiss Machining Software
In the realm of CNC machining, Swiss-style lathes stand out for their ability to produce precise, intricate parts ...
Read More 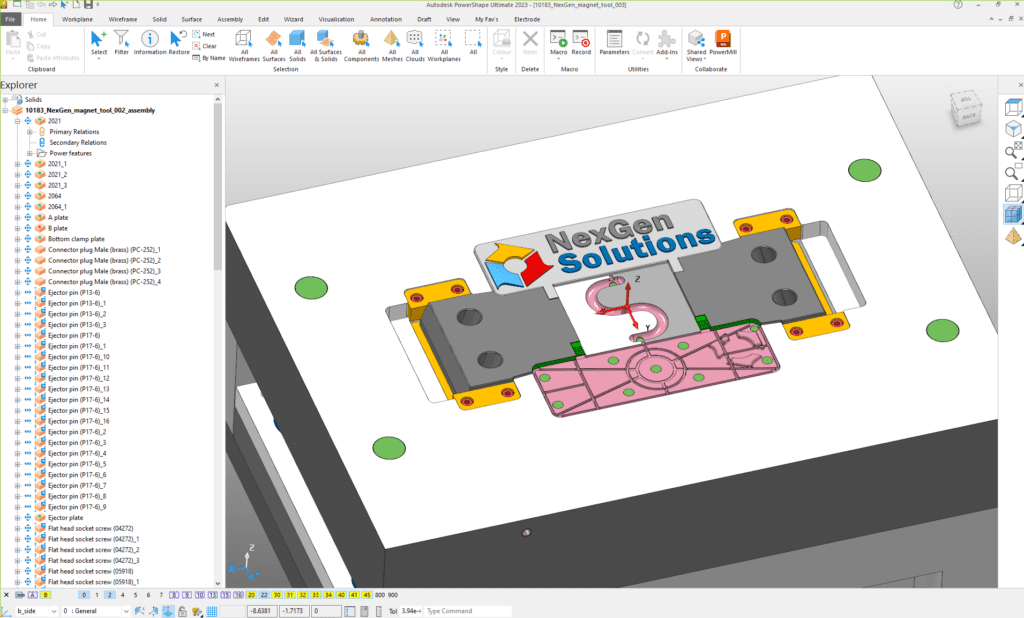
By Chase Clayton |
How Autodesk’s PowerShape & PowerMill Streamline Electrode Design
We all know how critical electrode design, manufacturing, and machining are in making sure your facility can remain ...
Read More 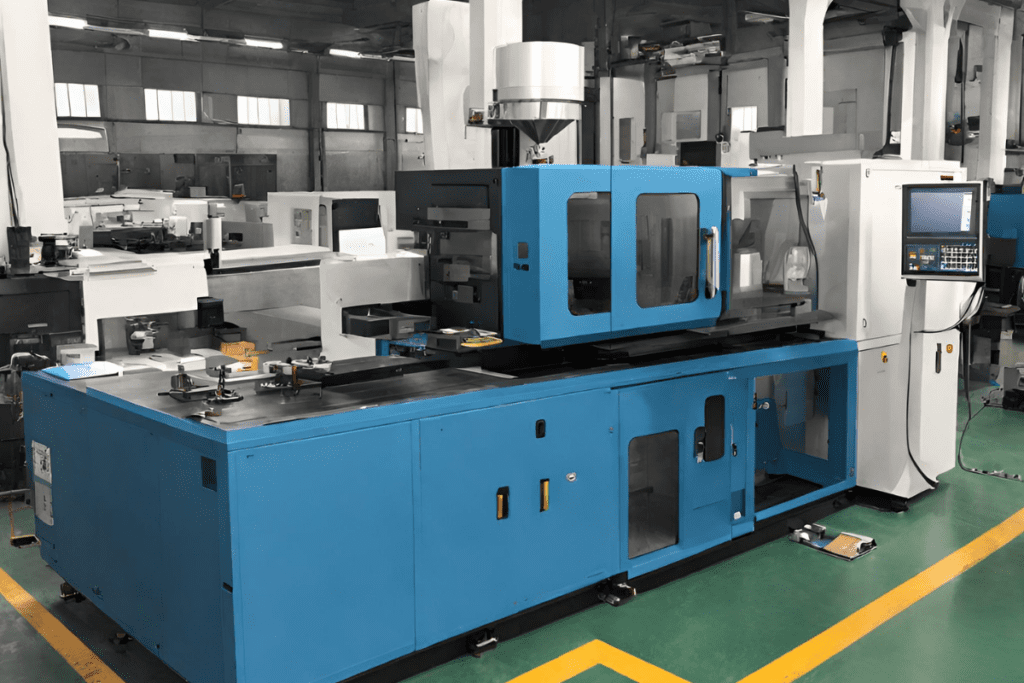
By Chase Clayton |
How PLM Technology is Casting the Future
With advances in technology around additive manufacturing (aka 3D printing or rapid prototyping), there's been a large increase ...
Read More 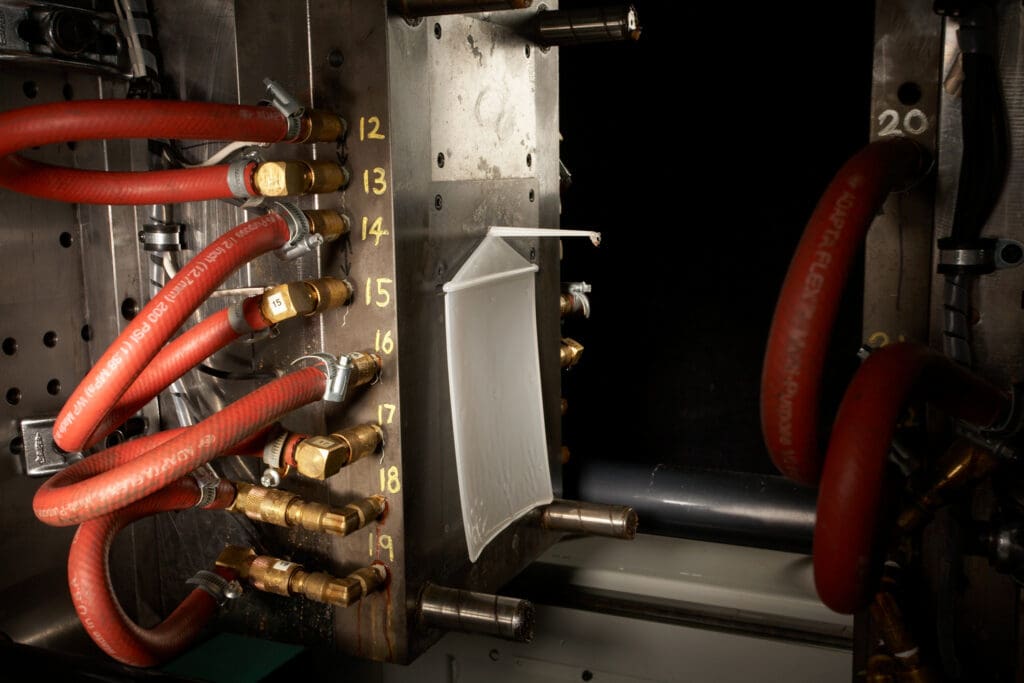
By Chase Clayton |
Mastering Mold Making: Elevating Production with Fusion’s Advanced Toolpath Strategies
In the ever-evolving manufacturing environment, precision and efficiency are crucial. Mold making, a key industry of CNC machining, ...
Read More 
By Chase Clayton |
The Evolution of Prototyping: Embracing Digital Tools for Smarter Design
Prior to the introduction of CAD, prototyping was comprised of the following phases: Idea Hand Drawn Sketch Hand ...
Read More 
By Chase Clayton |
From Concept to Creation: A Comprehensive Guide to Prototyping with Autodesk Fusion
The Advancement of Prototyping The practice of prototyping has been a staple in any engineering and manufacturing practice ...
Read More